焊锡膏的保存要求:
1、储存温度:焊膏的保存应该以密封形态存放在恒温、恒湿的冷柜内,保存温度为0℃~10℃,如温度过高,焊膏中的合金粉未和焊剂起化学反应后,使粘度、活性降低影响其性能;如温度过低,焊剂中的树脂会产生结晶现象,使焊膏形态变坏。在保管过程中,更重要的一点是应注意保持“恒温”这样一个问题,如果在较短的时间内,使锡膏不断地从各种环境下反复出现不同的温度变化,同样会使焊锡膏中焊剂性能产生变化,从而影响焊锡膏的焊接品质。
2、锡膏使用期限为6个月(未开封)。
3、不可放置于阳光照射处。

焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是烦人的问题,要完全消除它,是非常困难的。 一般来说,焊锡珠的产生原因是多方面的。焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。
焊膏的选用直接影响到焊接质量。焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。可以从下面几个方面改善:
1、焊膏的金属含量。焊膏中金属含量其质量比约为89%~91.5%,当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容易结合而不被吹散。此外,金属含量,的增加也可能减小焊膏印刷后的″塌落″,因此,不易产生焊锡珠。
2、焊膏的金属氧化度。在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。
3、焊膏中金属粉末的粒度。焊膏中粉末的粒度越小,焊膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。我们的实验表明:选用较细颗粒度的焊膏时,更容易产生焊锡珠。
4、焊膏在印制板上的印刷厚度。焊膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.12mm-0.20mm之间。焊膏过厚会造成焊膏的″塌落″,促进焊锡珠的产生。

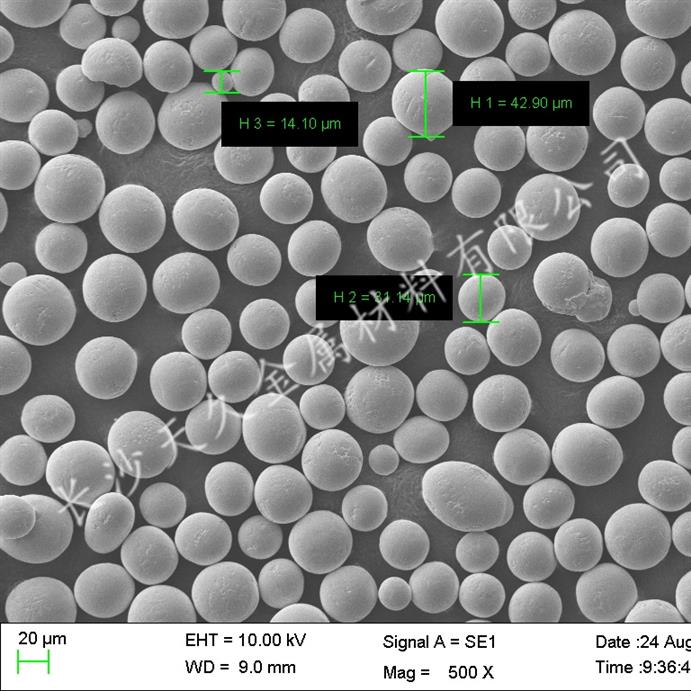
离心雾化法,由于其*特的粉末尺寸、形貌的可控性和清洁性而不断受到人们的重视,已成为目前制备金属或合金粉末的一种重要方法。 旋转盘离心雾化的基本过程是:熔融液流经导向装置流到旋转盘的中心,通过离心抛甩作用,熔融液滴被破碎成液滴并在飞行过程中被冷却(介质N2 )凝固成粉末。其中,圆盘转速和圆盘直径是整个雾化系统的核心,是影响粉末粒度与分布的关键因素。此外,圆盘的材质与表面性能、熔融金属过热度与流速、保护气氛及熔融液滴冷却行程与速度等都是制备控制的关键工艺参数。由雾化机理可知,在雾化过程中,熔融金属在离心力的作用下沿圆盘边缘切向飞出。液滴之间彼此并无碰撞接触,在凝固前不受变形力的作用;液滴在表面张力的作用下,收缩成球形,在到达雾化室器壁之前即已冷却凝固,从而保持规则的球形。与气体雾化相比,用离心雾化法制备焊锡粉,控制气氛相对容易,产品球形度好,氧化程度小,粒度控制容易,成品率较高,产量大。缺点是设备转速高,电机耐热性和耐磨耗性要求高等。

我公司主要用离心雾化工艺生产高纯锡焊粉,粉末具有球形度高、粒度均匀、氧含量低的特点,广泛用于电子、电器、化工、冶金、建材、机械、食品包装等行业,用于表面贴装、半导体封装等工艺,适合焊接、喷涂、3D打印、激光熔覆等加工方法。一般常用的锡焊料合金成分是Sn63%-Pb37%,熔点183℃;常用的无铅锡焊料合金成分是Sn96.5%-Ag3.0%-Cu0.5%,熔点217℃。
http://titd007.cn.b2b168.com