合金成分Sn63Pb37
牌号SnPb6337
固液相183℃
钎焊温度183℃
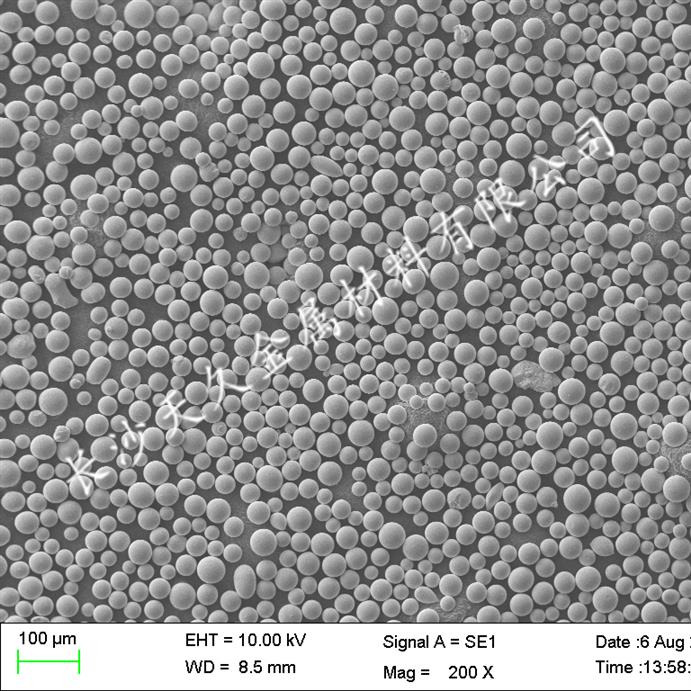
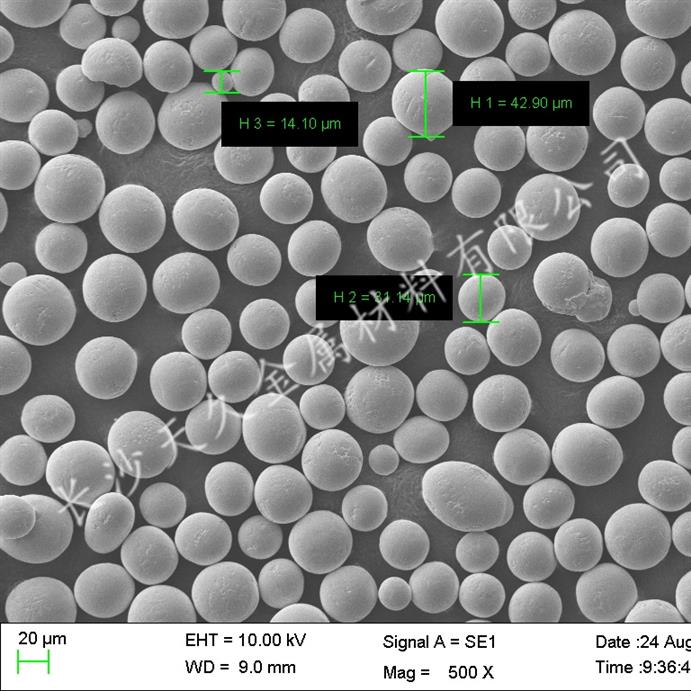
规格粒度-325目/3#/4#/5#/6#
外观性状银灰色球形粉末
软钎焊是指采用熔点(或液相线温度)低于427℃的填充金属(钎料)在加热温度低于被连接金属(母材)熔化温度的条件下实现金属间冶金连接的一类方法。软钎焊连接依靠钎料对母材的润湿来形成接头。在电子工业中,绝大多数的钎焊工作在300℃以下完成的,而在427℃以上进行的钎焊连接比较少。焊接是重要的微电子互连技术,现代电子工业的芯片级封装(IC封装)和板卡级的组装均大量采用低熔点的锡基焊料进行焊接,完成器件的封装与板卡的组装。
在焊接领域里几乎所有的金属暴露于空气中就会立刻氧化,产生的氧化物会阻碍润湿,阻碍焊接。因此,需要一些方法来去除此氧化物,且不会形成再次氧化。有一些材料可以去除氧化物且盖住金属表面使氧化物不再形成,这就是助焊剂,它是焊接工程必要的材料。它们尚需具备其他的特性,如耐焊接温度、自由流动和不阻碍焊锡的流动。理想上,它们也不攻击焊点上的金属或四周的材料,而且也必须易于被去除。
助焊剂对被焊表面的涂布方法有传统波焊中的泡沫式,波流式,喷射式及表面沾浸式的涂布方法。在预热过程中,多种助焊剂在得到热能的协助后,皆能充满活力而得以对各种金属外表执行清洁的任务。因此,助焊剂本身在各种涂布焊接工程学上,除清洁作用外,还有润焊湿润、摭散性、助焊剂活性、热稳定性、化学活性等。
长沙天久金属材料有限公司锡焊料生产工艺的优势:
1、由计算机控制雾化工艺过程,保证锡粉的雾化氛围各项工艺指标的一致性和稳定性。
2、严格的合金材料成分控制和合金制造工艺,使锡粉原材料合金在雾化成锡粉前得到充分的均质化,限度地减少杂质。
3、严格控制锡粉的氧化率,使总含氧量控制在工业标准的范围内,并采用的表面包覆技术使锡粉表面形成薄而坚实的保护膜。

焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是烦人的问题,要完全消除它,是非常困难的。 一般来说,焊锡珠的产生原因是多方面的。焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。
焊膏的选用直接影响到焊接质量。焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。可以从下面几个方面改善:
1、焊膏的金属含量。焊膏中金属含量其质量比约为89%~91.5%,当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容易结合而不被吹散。此外,金属含量,的增加也可能减小焊膏印刷后的″塌落″,因此,不易产生焊锡珠。
2、焊膏的金属氧化度。在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。
3、焊膏中金属粉末的粒度。焊膏中粉末的粒度越小,焊膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。我们的实验表明:选用较细颗粒度的焊膏时,更容易产生焊锡珠。
4、焊膏在印制板上的印刷厚度。焊膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.12mm-0.20mm之间。焊膏过厚会造成焊膏的″塌落″,促进焊锡珠的产生。
http://titd007.cn.b2b168.com