合金成分Sn63Pb37
牌号SnPb6337
固液相183℃
钎焊温度183℃
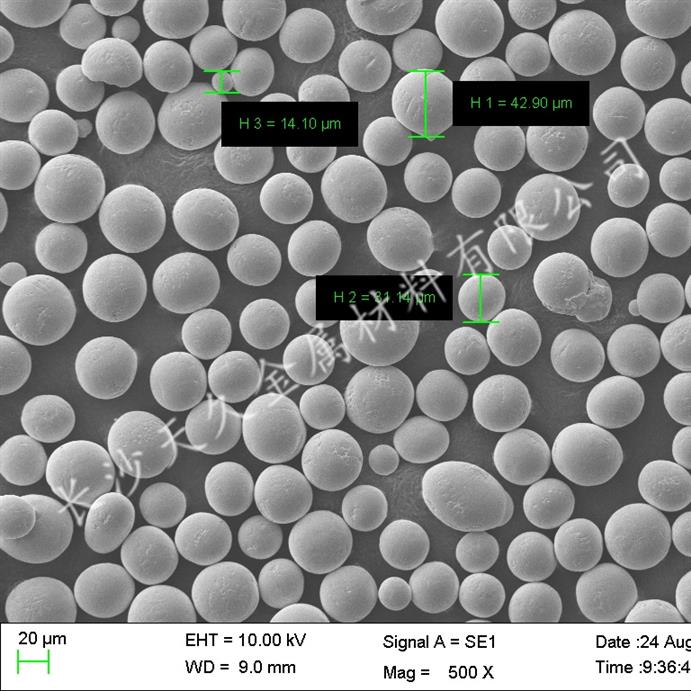
规格粒度-325目/3#/4#/5#/6#
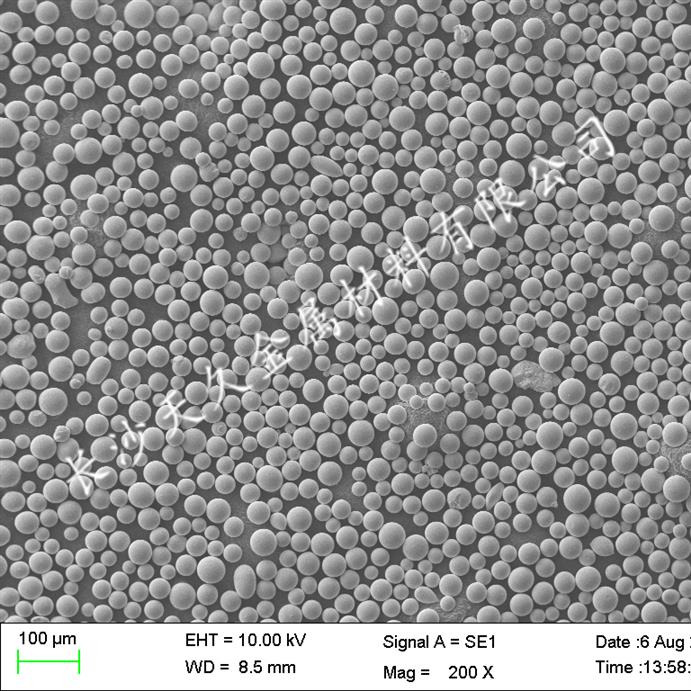
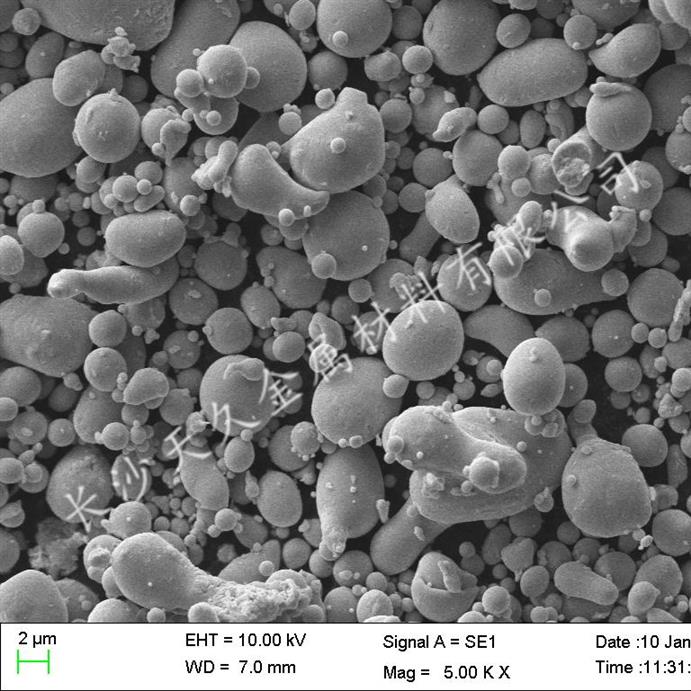
外观性状银灰色球形粉末
我公司主要用离心雾化工艺生产高纯锡焊粉,粉末具有球形度高、粒度均匀、氧含量低的特点,广泛用于电子、电器、化工、冶金、建材、机械、食品包装等行业,用于表面贴装、半导体封装等工艺,适合焊接、喷涂、3D打印、激光熔覆等加工方法。一般常用的锡焊料合金成分是Sn63%-Pb37%,熔点183℃;常用的无铅锡焊料合金成分是Sn96.5%-Ag3.0%-Cu0.5%,熔点217℃。
从使用条件分析锡焊膏发干的原因:
1、回温:为了减缓助焊剂和锡粉的反应速度,延长保存时间,锡膏通常都需冷藏储存。在使用前必须将锡膏置于室温进行回温,一般来说500g装的锡膏必须至少回温2小时以上,以使锡膏的温度与环境温度相同。回温不足就打开密闭的罐盖,会导致空气中的水汽因为温差而凝结并进入锡膏,从而引起发干。 另外需要提醒的是,若使用锡膏自动搅拌机,则应缩短或取消回温过程,自动搅拌机一般采用离心式设计,高速旋转会使锡膏温度上升(上升幅度取决于搅拌时间)。
2. 环境温度及湿度:推荐使用环境温度为20-25℃,相对湿度30%-60%。温度过高会加快锡膏中溶剂的挥发速度及锡膏助焊剂与锡粉的反应速度(通常温度每升高10℃,化学反应速度约增加一倍),因此锡膏更易发干;温度过低又会影响锡膏的粘度及流变性能,易发生印刷缺陷。同样,湿度过高会使进入锡膏的水汽大大增加;湿度过低又会加快锡膏中溶剂的挥发速率。
焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是烦人的问题,要完全消除它,是非常困难的。 一般来说,焊锡珠的产生原因是多方面的。焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。
焊膏的选用直接影响到焊接质量。焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。可以从下面几个方面改善:
1、焊膏的金属含量。焊膏中金属含量其质量比约为89%~91.5%,当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容易结合而不被吹散。此外,金属含量,的增加也可能减小焊膏印刷后的″塌落″,因此,不易产生焊锡珠。
2、焊膏的金属氧化度。在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。
3、焊膏中金属粉末的粒度。焊膏中粉末的粒度越小,焊膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。我们的实验表明:选用较细颗粒度的焊膏时,更容易产生焊锡珠。
4、焊膏在印制板上的印刷厚度。焊膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.12mm-0.20mm之间。焊膏过厚会造成焊膏的″塌落″,促进焊锡珠的产生。

长沙天久金属材料有限公司锡焊料具有以下特性:
1、对焊剂适应面广,使用各种活性的助焊剂都能制作出粘度合适的焊膏。
2、具有较好的粘度稳定性和印刷寿命。
3、具有较长的保质期。
4、具有良好的流动性,有助于焊膏的搅拌制作并迅速均匀化。
http://titd007.cn.b2b168.com